
Industry
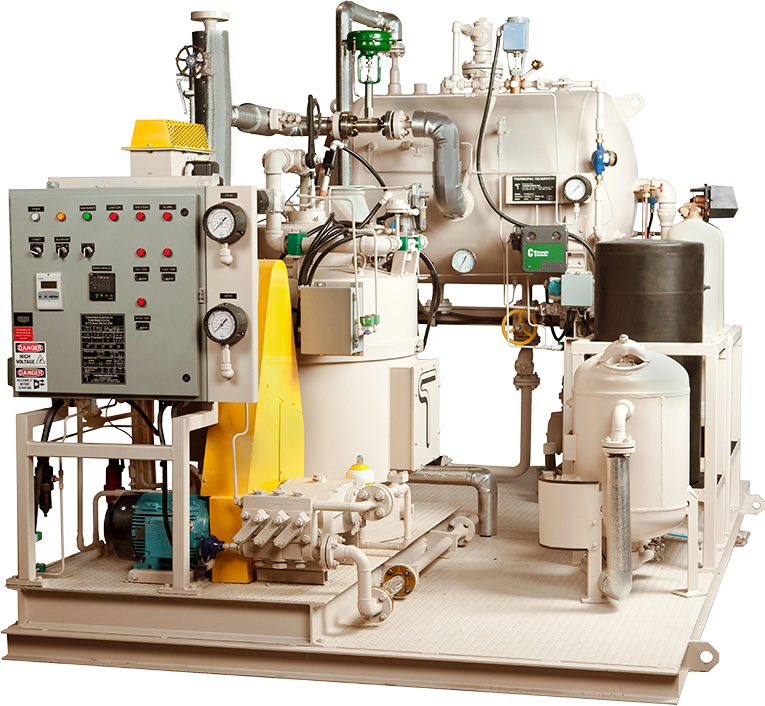
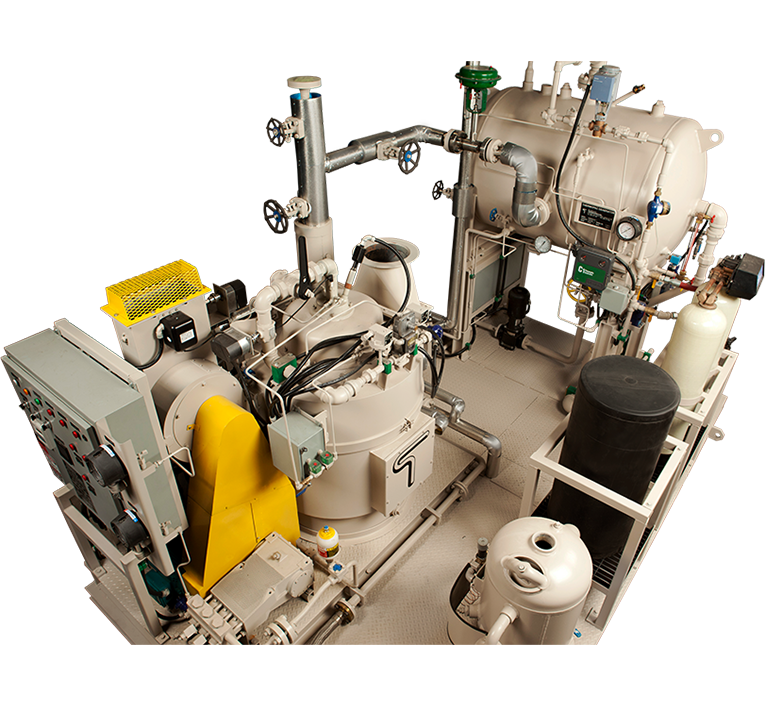
High Pressure Steam Boilers for the Valve Testing Market
- Consistent delivery of high pressure dry steam (1750psi - 2850psi)
- Quick steaming; cold to full output in less than 5 minutes
- Compact Footprint for tight installations. Containerized and skid solutions available.
- Full modulating
Trusted by:
